
































歐姆龍計數器以及歐姆龍plc控制系統的功能在液體噴涂的實現
大氣壓力與生產和生活密切相關。無處不在。如果你離開它,你將無所事事,沒有人可以活下去。真實的情況,我們如何利用歐姆龍計數器來為我們的生產和生活服務?歐姆龍plc控制系統的功能在液體噴涂的實現解決了這方面的問題。
1、應用現狀
在開發新型設備時,一個問題是從小噴嘴以恒定速率噴射液體。以傳統方式,將液體填充到填充有加壓空氣的密閉容器中,然后在連接噴嘴的管道之間安裝用于控制的電磁閥,并且當需要噴霧時,可以打開用于控制的電磁閥。雖然這是一種實施方法,而且相對簡單,但隨之而來的問題是,當液體再次用完時,必須在重新填充時提前釋放高壓空氣,這會影響連續性噴涂系統的操作。在需要安裝液體后,壓縮空氣再次打開,然后才能投入使用。
有沒有辦法在不停止現有系統的情況下達到使用狀態,當液體量不足時,只需直接添加液體?

2、工作原理
如圖1中所示的液體控制系統的示意圖所示,圖中的液體以焊劑為例。焊劑的容器筒的高度類似于中間管的高度。在最初的情況下,每個電磁閥完全關閉。開始工作時,首先打開1#閥門和2#閥門。此時,在大氣壓力的作用下,臨時試管中的液位上升到與容器筒中液位相同的水平,等待約1秒鐘。此時,關閉1#閥門和2#閥門,打開3#電磁閥,3#電磁閥前端配備CDA(壓縮空氣),并有一個壓力調節閥來控制噴霧壓力。此時,因為1#和2#閥門關閉。當3#閥打開時,CDA的壓力將進入并直接施加到焊劑的液體表面,即臨時試管的上表面的表面。
如果保持現有狀態,則不會施加通量。噴射不會減少。在我們能夠正常工作之前,我們仍然希望隨時控制液體,即即時噴涂和即時停止。怎么實現呢?打開4#,5#和6#電磁閥,同時保持臨時試管內的壓力。此時,助焊劑通過壓力循環,通過過濾器,通過4#閥,然后到噴嘴部分,由于5#和6#兩個電磁閥同時打開回收.
因此,助焊劑不會停留在噴嘴處,并通過5#和6#閥門直接返回到回收罐內部,在有限的時間內形成一個小的助焊劑循環。如果需要噴焊劑,關閉5#閥門,上部噴嘴會形成噴霧,關閉6#閥門,下部噴嘴會形成噴霧,如果要停止噴霧,只需打開5#或6 #electromagnetic閥門可以。
每次噴灑液體時,都需要補充一次,以確保噴霧的壓力和均勻性。這樣,重復循環,實現了小流量噴射循環控制系統,實現了相對實時的可控液體。
在實際使用中,回收桶的桶和助焊劑可以由一個共用,這樣除了從噴嘴噴出的液體的損失外,剩余的液體可以完全重復使用,從而達到減少量的目的。
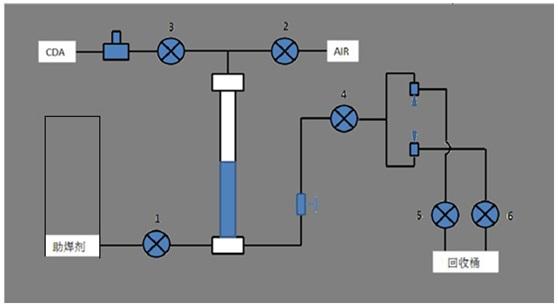
圖1.液體控制系統示意圖
3、系統特點及程序實現
該液體控制系統的特點如下:
1,0,01717 在大氣壓下重新注入,噴涂時只需要CDA電源;
2,0m1778 引入液體回收功能,最大限度節省液體;
3, 回收閥和控制閥盡可能縮短噴嘴之間的距離,以達到液體實時控制的目的;
4, 每個電磁閥都需要使用功率小的高頻閥,靈活快速的響應,縮短響應時間。
我們用歐姆龍plc的CP1H來實現上述plc控制系統,如圖2,圖3,圖4所示順序控制程序,如圖5,圖6所示輸出信號。
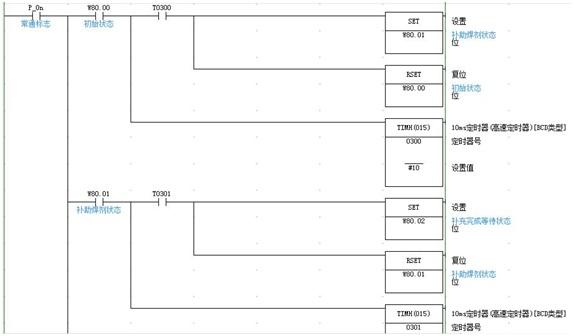
圖2.液體控制系統程序實施1
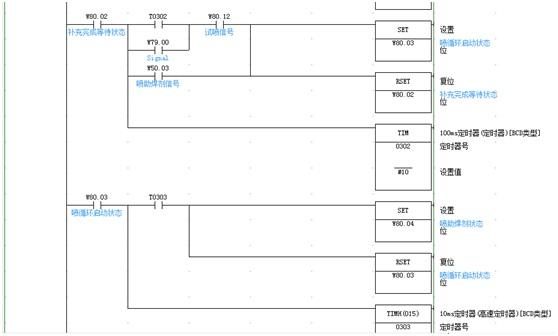
圖3.液體控制系統程序實施2

圖4.液體控制系統程序實施3
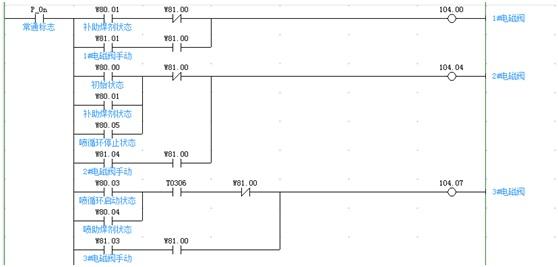
圖5.液體控制系統程序輸出1

圖6.液體控制系統程序輸出2
4、應用情況
當然,在實際使用中,在調試階段,必須考慮一些細節,例如管道直徑的厚度,壓縮空氣壓力的大小等,包括通過輸入設備設置一些時間參數。觸摸屏最后調試最佳效果,達到生產和使用的目的。
目前,該系統已廣泛應用于自動噴涂設備,運行良好!如圖下圖所示。

圖7.噴嘴部分的物理圖譜

圖8.液體補給部分的物理圖譜
5、結束語
在歐姆龍計數器自動化設備的研發過程中,會有各種問題,plc控制系統的功能總結和應用,我們會用更少的資源做更多的事情。我們可能希望總結,發表和相互學習。
標題:歐姆龍計數器以及歐姆龍plc控制系統的功能在液體噴涂的實現 地址:http://m.bjhtsyw.cn/gongsi/3647.html











